Sự lắp ghép là mức độ của độ dôi hoặc độ hở giữa hai chi tiết lắp ghép để thực hiện một chức năng xác định; trong khi đó các giới hạn là hai kích thước biên cực đại của một kích thước mà độ lớn của kích thước thực phải được chứa trong nó.
Khi một trục hoặc pin cần phải được chèn vào trong lỗ, loại lắp ghép được quyết định dựa trên mục đích sử dụng.
- Ví dụ: nếu trục và lỗ có dạng mối ghép pin hoặc ổ trượt, khi đó lỗ cần phải lớn hơn trục một khoảng nhỏ (không đáng kể) để cho phép trục quay bên trong lỗ. (mối lắp hở)
- Một ví dụ khác: khi trục được lắp vào một ổ lăn, trục cần phải lớn hơn lỗ của vòng trong ổ lăn một khoảng nhỏ để loại bỏ mọi sự trượt giữa trục và vòng trong của ổ lăn. (mối lắp dôi)
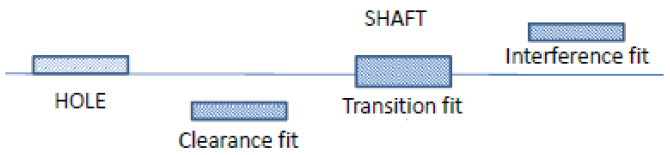
Vì các dung sai luôn luôn có mặt, các mối lắp được chia làm 3 loại:
✦ Mối lắp hở: Được sinh ra khi dung sai của hai chi tiết lắp ghép luôn luôn để lại một khoảng trống khi lắp ghép.
✦ Mối lắp dôi: Được sinh ra khi dung sai của hai chi tiết lắp ghép luôn luôn chồng lên nhau khi lắp ghép
✦ Mối lắp trung gian: Được sinh ra khi dung sai của hai chi tiết lắp ghép đôi lúc là lắp hở hoặc đôi lúc là lắp dôi khi lắp ghép.
Thuật ngữ quan trọng:
✧ Nominal size: là kích thước được sử dụng để mô tả kích thước chung (là kích thước mà chúng ta dùng để nói về một phần tử).
✧ Basic size: là kích thước lý thuyết được sử dụng như điểm bắt đầu cho việc áp dụng dung sai (kích thước lý thuyết chính xác muốn có).
✧ Actual size: là kích thước đo được của chi tiết thành phẩm sau khi gia công.
Giới hạn và lắp ghép được tiêu chuẩn hóa theo tiêu chuẩn quốc tế ISO 286. Trong đó có hai hệ thống khác nhau có thể được sử dụng để đạt được bất kỳ yêu cầu lắp ghép nào:
● Hệ thống lỗ: kích thước lỗ được giữ cố định và kích thước trục bị thay đổi.
● Hệ thống trục: kích thước trục được giữ cố định và kích thước lỗ bị thay đổi.

➢ Vì các lý do có liên quan đến quá trình sản xuất, hệ thống lỗ được sử dụng phổ biến hơn.
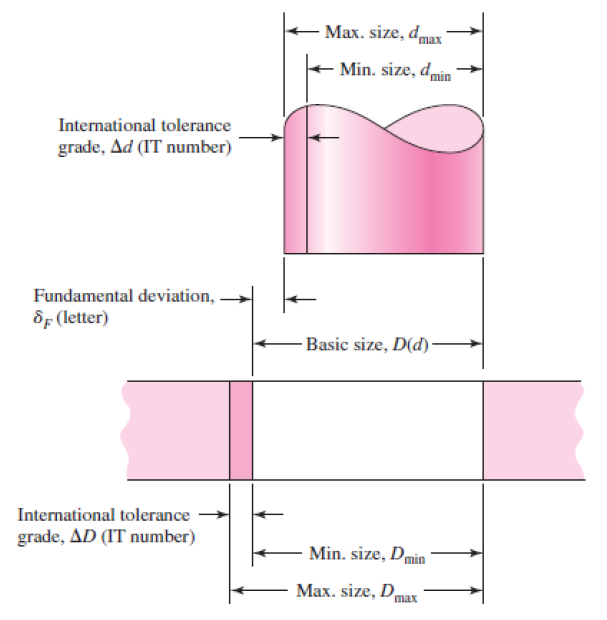
▼ Hình dưới thể hiện dạng của trục và lỗ trong hệ thống lỗ cơ sở dưới dạng mối lắp hở. Giới hạn được sử dụng để xác định mối lắp được minh họa bằng biểu đồ.
- Chữ viết hoa thể hiện cho lỗ và chữ viết thường thể hiện cho trục.
- Kích thước cơ sở (basic size/nominal size) là kích thước mà từ nó giới hạn được chỉ định và nó là như nhau cho cả hai đối tượng lắp ghép.
▼ Bảng dưới đây chỉ rõ một số loại mối lắp ưu tiên cho các hệ thống lỗ và hệ thống trục cơ sở.

▷ Loose running Fits: được dùng cho các thương phẩm có vùng dung sai/độ hở rộng hoặc dung sai phù hợp với các chi tiết bên ngoài.
- Áp dụng: các chi tiết tiếp xúc với các tác động ăn mòn, chốt, then, bị làm bẩn bởi bụi và biến dạng nhiệt hoặc biến dạng cơ học.
- Tham khảo: H11/c11, H11/a11, C11/h11, H11/c9, D11/h11, H11/d11, A11/h11
▷ Free running Fits: loại lắp ghép này có thể sử dụng được khi các yêu cầu đặc biệt về độ chính xác là không cần thiết. Nó tốt cho các mối lắp có biên độ biến dạng nhiệt rộng, áp lực lên ngõng trục lớn, và tốc độ chạy cao.
- Áp dụng: các mối lắp phức tạp của các trục của sản phẩm và các máy piston; các chi tiết hiếm khi xoay tròn hoặc chỉ lắc qua lại.
- Tham khảo: H9/d9, D9/h9, H9/c9, H9/d10, D9/h8, H8/d9, H8/d8, D10/h9
▷ Close/Easy running Fits: mối ghép quay tròn với khe hở nhỏ, có đòi hỏi tổng quát cho độ chính xác của mối lắp.
- Áp dụng: các mối lắp chính của máy công cụ. Các mối lắp tổng quát của trục, điều chỉnh các ổ lăn, trục chính của máy công cụ, thanh trượt.
- Tham khảo: H8/f8, H9/f8, F8/h6, F8/h7, H8/f7, H7/f7
▷ Sliding/Running Fits: mối lắp này không được sử dụng trong trường hợp chạy tự do. Dung sai của các mối lắp này tạo ra khe hở rất nhỏ để dẫn hướng các trục chính xác. Loại dung sai này giúp cho các chi tiết tịnh tiến và quay tự do được định vị chính xác.
- Áp dụng: các bánh răng di trượt (sliding gear) và các đĩa li hợp (clutch disk), các chi tiết của các máy công cụ, pít-tông của các máy thủy lực, các thanh trượt trong các ổ trượt, trục chính của máy mài, các gối trục của trục khuỷu.
- Tham khảo: H7/g6, H8/g7, G7/h6
▷ Close clearance Fits (Spigots & Locations): mối lắp này dùng cho sự định vị chính xác ở các tốc độ vừa phải và áp lực lên cổ trục, vận hành trên các chi tiết máy chính xác. Các mối lắp vận hành với các khe hở nhỏ hơn so với độ chính xác tổng quát của các mối lắp được yêu cầu.
- Áp dụng: các mối lắp tổng quát của trục, các trục chính của máy công cụ, các mối lắp chính của máy công cụ, các yếu tố điều chính ổ lăn, thanh trượt.
- Tham khảo: H8/f7, F8/h7, F8/h6, H9/f8, H8/f8, H7/f7
▷ Locational clearance Fits: dùng để định vị các chi tiết cố định, nó đem đến các mối lắp khít, có thể tháo rời hoặc lắp ghép một cách dễ dàng. Mối lắp này giúp dẫn hướng và định tâm chi tiết chính xác và kết nối bằng cách trượt với nhau mà không cần sử dụng lực lớn. Sau khi bôi trơn, các chi tiết có thể quay tròn và trượt bằng tay.
- Áp dụng: các con lăn dẫn hướng, dẫn hướng chính xác cho các máy và các sự chế tạo, các bánh xoay tròn có tính thay thế được.
- Tham khảo: H7/h6, H8/h7, H8/h9, H8/h8
▷ Location-slight interference Fits: loại lắp ghép này sự trung gian giữa độ dôi và đội hở để định vị chính xác. Với mối lắp này, các chi tiết có thể được lắp hoặc tháo rời bằng búa cao su mà không cần sử dụng lực lớn.
- Áp dụng: các khớp nối trục, các mối lắp có thể tháo được của các bánh răng và các pu-ly, các bánh lái bằng tay, các đĩa hãm.
- Tham khảo: H7/k6, H8/k7, K7/h6, K8/h7
▷ Location/Transition: mối lắp này dùng để định vị chính xác mà cho phép sử dụng độ dôi lớn hơn. Các mối lắp này được cố định bằng độ dôi nhỏ hoặc các độ hở không đáng kể. Các mối lắp này được lắp ghép bằng cách sử dụng áp lực hoặc lực nhẹ.
- Áp dụng: lõi của động cơ điện trên trục, các vành bánh răng (gear rim), các chốt cố định, các bạc lót bị dẫn, các bu-lông chìm.
- Tham khảo: H7/n6, H8/n7, H8/p7, H7/m6, H8/m7, M8/h6, N7/h6, N8/h7
▷ Location/Interference: loại lắp ghép này được dùng cho các chi tiết lắp ghép đòi hỏi phải có sự chắc chắn và sự định hướng cao với sự định vị chính xác được đặt lên hàng đầu. Mối ghép bằng áp lực này có thể tháo rời được, các mối ghép được ép với độ dôi được đảm bảo. Sự lắp ghép của các chi tiết có thể được thực hiện bằng cách ép nguội (cold pressing - lắp ghép có độ dôi mà không cần gia nhiệt chi tiết).
- Áp dụng: các bạc lót cho ổ lăn, cốt của đĩa li hợp.
- Tham khảo: H7/p6, H7/r6, H8/r7, P7/h6, R7/h6
▷ Medium Drive Fits: mối lắp này được thực hiện bằng cách làm co mối lắp (shrink fit) trên một tiết diện nhỏ hoặc các chi tiết bằng thép thông thường. Các chi tiết được ép với độ dôi trung bình, khi lắp ghép các chi tiết thường sử dụng nhiệt (hot pressing), chỉ không sử dụng nhiệt khi dùng lực ép lớn. Dung sai gắt nhất có thể được sử dụng cho gang.
- Áp dụng: khi cần sự kết nối bền vững giữa bánh răng và trục, bạc lót ổ lăn.
- Tham khảo: H7/s6, H8/u7, H7/t6, H8/t7, S7/h6, T7/h6
▷ Force Fits: mối lắp này thích hợp với các chi tiết có thể chịu được ứng suất lớn. Các mối lắp được ép với độ dôi lớn, sự lắp ghép sử dụng máy ép và các lực lớn dưới các nhiệt độ khác nhau của các chi tiết. Mối lắp này được thực hiện bằng các làm co các mối lắp tại vị trí mà các lực ép lớn được yêu cầu là không thể thực hiện.
- Áp dụng: khi cần sự kết nối bền vững giữa các bánh răng và trục, các mặt bích.
- Tham khảo: H7/u6, H8/u7, H8/u8, H8/x8, U7/h6, U8/h7
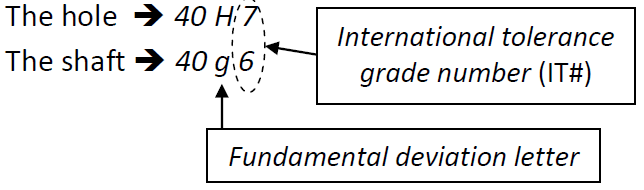
● Mỗi loại lắp ghép được quyết định theo mục đích sử dụng. Mối lắp này được miêu tả bằng kích thước danh nghĩa và ký hiệu lắp ghép ISO.
Ví dụ: Một mối lắp có kích thước danh nghĩa là 40mm và yêu cầu là lắp trượt với hệ thống lỗ ➠ 40 H7/g6. Trong đó:
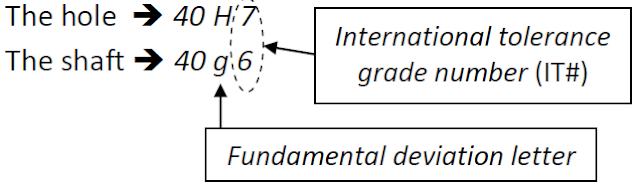 ● Điều này nên được làm rõ rằng: đối với hệ thống lỗ cơ sở, sai lệch cơ bản chỉ được áp dụng lên kích thước của trục.
● Điều này nên được làm rõ rằng: đối với hệ thống lỗ cơ sở, sai lệch cơ bản chỉ được áp dụng lên kích thước của trục.
▼ Bảng dưới đây thể hiện Các giá trị độ lệch cơ bản của trục (được sử dụng cho hệ thống lỗ cơ sở):
 ● Đối với hệ thống trục cơ sở, kích thước lớn nhất và nhỏ nhất của lỗ và trục được xác định theo công thức:
● Đối với hệ thống trục cơ sở, kích thước lớn nhất và nhỏ nhất của lỗ và trục được xác định theo công thức:
 trong đó:
trong đó:
- D,d: kích thước danh nghĩa của lỗ,trục (hai giá trị này phải giống nhau)
- ẟF: sai lệch cơ bản (tra trong bảng Các giá trị độ lệch cơ bản của trục)
- 𝚫D, 𝚫d: bậc dung sai của lỗ, trục (tra trong bảng các bậc dung sai IT Grade)

● Mỗi loại lắp ghép được quyết định theo mục đích sử dụng. Mối lắp này được miêu tả bằng kích thước danh nghĩa và ký hiệu lắp ghép ISO.
Ví dụ: Một mối lắp có kích thước danh nghĩa là 40mm và yêu cầu là lắp trượt với hệ thống lỗ ➠ 40 H7/g6. Trong đó:
▼ Bảng dưới đây thể hiện Các giá trị độ lệch cơ bản của trục (được sử dụng cho hệ thống lỗ cơ sở):


- D,d: kích thước danh nghĩa của lỗ,trục (hai giá trị này phải giống nhau)
- ẟF: sai lệch cơ bản (tra trong bảng Các giá trị độ lệch cơ bản của trục)
- 𝚫D, 𝚫d: bậc dung sai của lỗ, trục (tra trong bảng các bậc dung sai IT Grade)
